 Sensor
SensorHumidity and Temperature Sensor
Sensor for predictive maintenance for critical assets
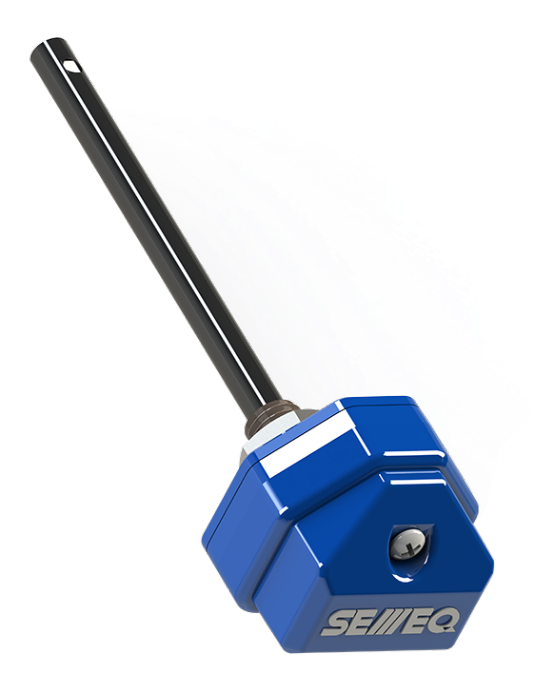
Humidity and Temperature Sensor
FEATURES:
- High accuracy temperature measurement.
- Relative air humidity measurement
- Wireless communication via Bluetooth® Low Energy 5.1 – (BLE 5.1)
- Long-life battery duration and replaceable
- IOT Device
- Protection Rating: IP 69
APPLICATIONS:
- Monitoring of temperature and relative humidity of electrical control panel

Safety
It eliminates the need for routine employee inspections to check temperature and humidity, prevents the opening of energized panels, and reduces the risk of short circuits and accidents.

Two in One
Provides measurement of two essential quantities, temperature and humidity, with a single sensor, optimizing resources and simplifying installation and maintenance. SEMEQ’s humidity and temperature sensor improves operational safety and offers efficiency and practicality by monitoring two critical variables simultaneously.
Request a demo
We offer your company broad and secure forms of data storage.
Click to find out more about this service
Request a demo and discover
the perfect solution for your
company
Humidity and Temperature Sensor
Fill in your details to contact us and schedule a product demonstration